
Tuesday, December 18, 2007
Friday, October 06, 2006
Buna,dupa o mica pauza bine meritata zic eu.Ce am facut eu ? nu mare lucru... pe acasa si cam atat, o mica excursie la Tasnad si una pe muntii din Baiut care din pacate numai acuma am avut idee de ai vizita.Va invit sa vedeti cate ceva din multul pe care la-ma vazut.ceva extraordinar..zic eu.

Un prieten de acasa deasupara lumii.





Se pare ca este ceva de vazut si in bauit,desi oameni sunt cum zice domnul profersor..... natura te face sa uti de toate relele si grelele din lumea asta
Monday, May 15, 2006
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)










Tuesday, April 18, 2006
Aşchierea uscată
Măsurile de introducere a aşchierii uscate in sistemele de fabricaţie include optimizarea comportării sculei şi a parametrilor de proces sau corectarea erorilor de prelucrare. Exemplele din practica industrială a firmelor avansate au demonstrat eficienţa folosirii aşchierii uscate pentru multe procedee de prelucrare (Tabelul 1).

Aşchierea uscată a fost folosită iniţial la prelucrarea materialelor ceramice. Duritatea mare şi conductibilitatea termică scăzută a acestor materiale au făcut posibile folosirea unor viteze de aşchiere de 10 000 m/min. La aceste viteze aşchierea uscată era singura alternativă. Operaţiile de strunjire uscată au fost iniţial aplicate pentru componente auto, cum ar fi: discuri de frână, volanţi, tamburi de frână. De asemenea, au fost realizate operaţii de găurire uscată pe discuri de frână din fontă.
În cazul strunjirii aşchierea uscată conduce la uzură ridicată, scade durabilitatea sculelor şi îngreunează procesul de formare a aşchiilor. Cu toate aceste dezavantaje, în prezent sunt în derulare proiecte europene privind introducerea aşchierii uscate, iar în Germania au fost obţinute deja rezultate bune.
Astfel, soluţiile rapide pentru introducerea aşchierii uscate sunt: echiparea centrelor de prelucrare cu scule performante, măsuri severe de eliminare a prafului, precum şi a vaporilor şi aerosolilor în cazul folosirii unor cantităţi minime de lubrifiant.
Un avantaj al aşchierii uscate la procedeele de prelucrare discontinuă cum ar fi frezarea constă în durabilitatea mai mare a sculei fată de aşchierea uscată continuă. Cu toate că în timpul prelucrării temperatura creşte brusc, aceasta rămâne aproape constantă pe toată durata procesului şi se pot adopta măsuri de optimizare a comportării termice a sculei şi a elementelor de structură ale sistemului de fabricaţie sau măsuri de compensare a deformaţiilor termice prin echipamentul de comandă numerică. Problemele care apar la aşchierea uscată sunt specifice fiecărui procedeu de generare şi fiecărei combinaţii de materiale sculă-piesă semifabricat. Astăzi s-a ajuns la viteze de aşchiere de 100 000 m/min.
Factorii care influenţează procesul de aşchiere în condiţiile prelucrării fără medii de răcire-ungere uscate, precum şi principalele obiective s-au sintetizat în figura 2. Pentru introducerea aşchierii uscate, cele mai importante modificări în concepţia sistemelor de fabricaţie sunt legate de mediile de răcire, echipamentele adiţionale necesare şi adaptarea procedeelor de generare la restricţii noi (fig.2). În cazul renunţării complete la ungere, problemele care apar sunt legate de şocul termic din zona de aşchiere şi de staţionarea aşchiilor în spaţiul de lucru. Evacuarea aşchiilor prezintă importanţă deoarece acestea afectează atât procesul de prelucrare, cât şi calitatea suprafeţei prelucrate.

Pentru introducerea aşchierii uscate, cele mai importante modificări în concepţia sistemelor de fabricaţie sunt legate de mediile de răcire, echipamentele adiţionale necesare şi adaptarea procedeelor de generare la restricţii noi
În afară de tensiunile ridicate din sculele aşchietoare, cantitatea mare de căldură generată în procesul de aşchiere afectează precizia dimensională a piesei prelucrate, care este încălzită intens. De asemenea, trebuie luate în considerare deformaţiile termoelastice ale elementelor de structură ale maşinii, precum şi apariţia prafului, care este ţinută sub control în cazul prelucrărilor cu lichide de răcire-ungere.
În concepţia maşinilor-unelte trebuie evitate suprafeţele orizontale sau colţurile în care se pot acumula aşchii. Evacuarea liberă a aşchiilor se poate asigura prin dispunerea unor plăci de metal în spaţiul de lucru, care sunt fie balansate, fie curăţate cu jet de aer. În prezent există mai multe soluţii pentru reducerea deformaţiilor termice ale maşinii-unele. Astfel, dispunerea plăcilor pentru îmbunătăţirea evacuării aşchiilor (fig. 4) poate fi combinată cu folosirea unor materiale izolatoare. Acestea au rolul de a preîntâmpina disiparea fluxului de căldură generat de aşchii în structura maşinii.
În proiectare trebuie să se acorde o atenţie specială termosimetriei structurii maşinii şi examinată posibilitatea folosirii materialelor cu inerţie termică mare, cum ar fi betonul pe bază de răşini sinterizate la rece. Optimizarea evacuării aşchiilor se poate realiza şi prin prelucrarea cu semifabricatul situat deasupra sculei aşchietoare sau prin prinderea piesei în poziţie înclinată.
Reducerea suplimentară a deplasărilor termoelastice se poate face şi prin măsuri de compensare directe sau indirecte. Compensarea indirectă a deformaţiilor termoelastice a fost deja pusă în practică (fig. 4). Deformaţiile între sculă şi piesă datorate tensiunilor termice sunt “învăţate” într-o fază preliminară. Pe baza temperaturilor măsurate simultan în mai multe puncte ale sistemului de fabricaţie se stabilesc relaţii matematice între temperaturi şi deplasări. Numărul punctelor de măsurare trebuie menţinut cât mai mic.
Rezultatul fazei de “învăţare” este corelarea valorilor temperaturilor cu valorile deplasărilor. La funcţionarea reală a sistemelor este necesară numai măsurarea temperaturilor, valorile de corecţie pentru echipamentele de comandă numerică fiind stabilite reciproc.

Prin cantităţi minime de lubrifiant (CML) se înţelege folosirea lichidului de răcire-ungere cu un debit Q mai mic de 50 ml / oră-proces. În comparaţie cu consumul obişnuit într-o linie flexibilă de fabricaţie, reducerea este substanţială. Prin urmare, aşchierea în condiţiile folosirii CML poate fi inclusă practic tot în categoria aşchierii uscate, prezenţa acesteia în procesul de prelucrare fiind esenţială. Astfel, la burghiere datorită CML se produce fragmentarea aşchiilor şi este posibilă evacuarea acestora din zona de aşchiere.
Pentru aducerea uleiului de răcire-ungere în zona de aşchiere există trei soluţii: · prin interiorul sculei; · prin arborele principal, · prin duze amplasate în zona de lucru.
ml / oră-proces. În comparaţie cu consumul obişnuit într-o linie flexibilă de fabricaţie, reducerea este substanţială. Prin urmare, aşchierea în condiţiile folosirii CML poate fi inclusă practic tot în categoria aşchierii uscate, prezenţa acesteia în procesul de prelucrare fiind esenţială. Astfel, la burghiere datorită CML se produce fragmentarea aşchiilor şi este posibilă evacuarea acestora din zona de aşchiere.
Pentru aducerea uleiului de răcire-ungere în zona de aşchiere există trei soluţii: · prin interiorul sculei; · prin arborele principal, · prin duze amplasate în zona de lucru.
Pentru exemplificare,firma CyTec a realizat un sistem de răcire-ungere prin arborele principal (fig. 5) la care duza este amplasată la interfaţa sculă-arbore principal de tip HSK asigurând un jet de formă conică, omogen, injectat axial în sculă. Mediul de transport, aerul şi mediul de răcire sunt furnizate separat. Fig. 5. Sistem de răcire-ungere CyTecAmestecul extern se injectează continuu sau intermitent, la intervale de timp foarte scurte, permiţând dozarea precisă. Curgerea fluidului de răcire se stabilizează printr-un adaos suplimentar de aer care permite transportul mediului de răcire-ungere în siguranţă prin sculă. Ca rezultat al adaosului suplimentar separat de mediu la cele două componente ale jetului supapele de comutare pot fi plasate la diferite distanţe. Pentru acest sistem a fost proiectat un rezervor de presiune şi supape de control. Injecţia depinde de compoziţia şi de vîscozitatea fluidului de răcire. Duza trebuie curăţată periodic atunci când se folosesc răşini concentrate sau medii adezive. La proiectare s-a acordat o atenţie specială accesului rapid şi uşor la interfaţa sculă-piesă. Aerul comprimat nu trebuie să conţină impurităţi. Cercetările recente au demonstrat faptul că sistemele de fabricaţie actuale pot fi adaptate celor mai performante noutăţi tehnologice, cum ar fi prelucrările cu viteze de aşchiere mari sau aşchierea uscată, cerinţelor ecologice, iar introducerea lor poate aduce firmelor economii importante. De asemenea, spaţiul secţiilor de fabricaţie poate fi folosit mult mai eficient.
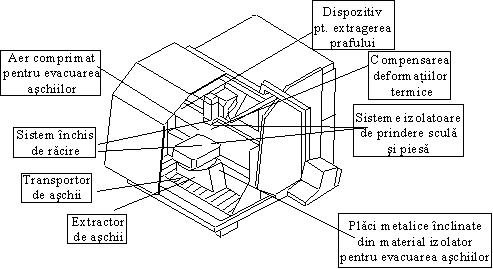
În Germania s-au realizat centre de prelucrare pentru producţia de serie mare în condiţii de aşchiere uscată pentru prelucrarea prin frezare şi strunjire a inelelor de rulmenţi şi respectiv, a discurilor de frână. În figura 8 s-a reprezentat un centru de prelucrare Hüller & Hill, GmbH, Ludwigsburg destinat prelucrării cu viteze de proces înalte în condiţii de aşchiere uscată. Centrul este echipat cu un sistem de aer comprimat uscat.
Desfăşurarea proceselor de prelucrare prin aşchiere în absenţa lichidelor de răcire-ungere.

Fig. 8. Centru de prelucrare prin aşchiere uscată Hüller & Hill
Un avantaj al aşchierii uscate constă în comportarea sculei, la care durabilitatea creşte pentru procedeele de prelucrare cu aşchiere întreruptă. Cu toate că în timpul prelucrării temperatura creşte brusc, ea rămâne aproape constantă pe toată durata procesului şi se pot lua adopta măsuri de optimizare a comportării termice a sculei, a elementelor de structură ale sistemului de fabricaţie sau măsuri de compensare a deformaţiilor termice prin echipamentul de comandă numerică. Problemele care apar la aşchierea uscată sunt specifice fiecărui procedeu de generare şi fiecărei combinaţii de materiale sculă-piesă. Cu toate dezavantajele menţionate, în Germania s-au realizat complet prin aşchiere uscată pe centre de prelucrare prin frezare inele de rulmenţi şi discuri de frână prin strunjire. Rezultatele pozitive de până acum nu pot fi generalizate, cu toate că ele au fost obţinute pe sisteme de fabricaţie clasice. O soluţie o constituie echiparea sistemelor cu scule speciale, folosirea unor instalaţii de lubrifiere redusă, închiderea completă a spaţiului de lucru şi adoptarea unor soluţii de evacuare a prafului, vaporilor şi aerosolilor din zona de prelucrare. Numărul maşinilor electrice rotative echipate cu lagăre magnetice active (AMB) a crescut în ultimii ani considerabil datorită avantajelor semnificative pe care le oferă: rezemarea fără contact, ceea ce înseamnă absenţa frecării şi uzurii, renunţarea la folosirea lubrifianţilor şi posibilitatea obţinerii de turaţii înalte. Mai mult, a devenit posibilă reglarea simultană a amortizării, monitorizarea sistemului şi diagnosticarea lui. Maşina de frezat cu comandă numerică pe 5 axe de coordonate (tip SMB 40), având arborele principal de tip arbore-motor cu magneţi permanenţi şi lăgăruit prin AMB. Puterea maximă este 40 kW la turaţia de 40 000 rot/min. Datorită controlului numeric computerizat al AMB, pot fi implementaţi algoritmi performanţi cu bucle închise şi deschise controlate.

Centru de prelucrare prin frezare EX-CELLO
Influenţa materialului semifabricatului asupra temperaturii aşchiei şi deci asupra solicitării termice este nesemnificativă. Temperaturile prezintă o creştere pronunţată în zona vitezelor de aşchiere convenţionale. La prelucrarea prin aşchiere uscată, deci cu viteze de proces înalte, temperatura maximă a aşchiei pentru aliajele de Al este limitată de temperatura de topire a aliajului. Pentru oţel, temperatura maximă este în zona de trecere de la aliaj feritic la cel austenitic. Chiar la viteze de aşchiere moderate, temperatura aşchiilor pentru aliajele de Ti depăşeşte 800°C. Deoarece uzura sculei este foarte rapidă, nu se poate afirma dacă temperatura în timpul aşchierii converge către un maxim, ca la oţel sau la aliajele de Al. Tendinţele actuale în domeniul proceselor de prelucrare de precizie ridicată sunt reprezentate de aşchierea uscată , aşchierea de performanţă şi micro – aşchierea. Alte inovaţii recente în acest domeniu îl reprezintă prelucrarea suprafeţelor de tip reţea, folosirea unor materiale noi în construcţia sculelor aşchietoare. Simulările reprezintă, de asemenea, o soluţie pentru scurtarea duratei proceselor, pentru scăderea costurilor şi pentru asigurarea un condiţii ecologice în sistemele de producţie. Echipamentele incluse în sistemele de prelucrare uscata cuprind: maşini de frezat cu cinematică paralelă, tip hexapod, care lucrează pe 5 axe, centre de prelucrare orizontale şi verticale cu 4 sau 5 axe comandate numeric, centre de prelucrare prin strunjire, maşini de găurit adânc şi maşini de rectificat.
Pentru a viziona filmulete cu aschiere uscata dati click aici.
Wednesday, April 12, 2006
Ceva ce pe mine ma fascinat foarte mult,daca doriti sa vizionati este destul sa dati un click aici.sunt unele lucruri cu adevarat interesante.Acesta idee este luata de pe blogul domnului profesor Mircea Lobontiu.
Saturday, April 08, 2006
Si acum daca am tot postat ar cam fi cazu sa ma si prezint un pic.Pai prea multe nu am ce sa zic .Sunt student la unbm la sectia tcm in anul 4.Ce sa zic am ca hoby masinile in special cele modificate "tuning".Intodeauna am avut o atractie pentru ele.
 Eu in incercarea de a parea mai inteligent.
Eu in incercarea de a parea mai inteligent.
 "FRATII" mei la un pahar de vorba.
"FRATII" mei la un pahar de vorba.
_resize.jpg) Eu in incercarea de a parea mai inteligent.
"FRATII" mei la un pahar de vorba.
Eu in incercarea de a parea mai inteligent.
"FRATII" mei la un pahar de vorba.

{kind=link}
{kind=link}
Calitate si sport la maxim




Istoric
O poveste de succes. Astfel s-ar putea descrie istoria lui Bayersche Motoren Werke, adica BMW, istorie care si dupa de aproape 90 de ani nu si-a pierdut din interes.
O istorie plina de inovatii si vehicule exceptionale automobile, motociclete si motoare de avion. O istorie a oamenilor vizionari si cu creatii de pionierat. O istorie vie, vibranta. Dar sa depanam firul povestii…
La 7 martie 1916 este infiintata uzina de avioane din Bayern (BFW) care incorporeaza uzina Otto. Pe 21 iulie 1917, Rapp Motorenwerke este redenumita Bayerische Motoren Werke GmbH. Nu dupa mult timp, inginerul de avioane Max Friz se alatura lui Rapp ca si constructor de avioane, iar prezenta lui se dovedeste de bun augur pentru ca el va crea carburatorul BMW de mare altitudine, aspect care indreptateste compania sa revendice primul sau record mondial in 1919. In acelasi an, inginerul austriac de avioane si locotenent Franz Josef Popp se alatura Uzinelor de Motoare Rapp pentru a supraveghea calitatea motoarelor de avion. Si tot atunci, acesta este numit primul sef BMW GmbH, iar in 1918 este ‘’uns’’ director general. Popp prezideaza peste ascensiunea BMW de la o marca nationala la una de talie europeana, pana in 1942 cand este fortat de autoritatile naziste sa demisioneze. Pe 9 iunie 1919, pilotul de teste Franz Zeno Diemer zboara cu un avion echipat cu motorul IV si stabileste un nou record de altitudine. Pe 17 iunie il imbunatateste si atinge 9760 metri, intr-un zbor de 87 de minute. Pentru ca Germaniei postbelice nu ii este permis accesul in Federatia Aeronautica Internationala, recordul nu este oficial recunoscut.
In 1933, BMW incepe sa construiasca automobile, cu inovatii tehnologice si design modern. Vehiculele marcii includ nu numai motorul cu sase cilindrii si o caroserie compacta, dar si grila dubla a marcii. Modelul 303 este prima masina prototip a companiei. Tot in 1933, apare primul motor V12 cu injectie directa, variatie a motorului de avion IV. Inginerii BMW experimenteaza metoda procesarii combustibilului pentru a a se asigura ca toti cilindrii sunt umpluti egal. In 1937, intra in productie motorul stea cu noua cilindrii, alimentati prin injectie directa. Constructia de automobile se sisteaza brusc din motive necunoscute. Dupa trei ani insa, BMW reia fabricarea acestora, iar in 1954 compania incepe productia motorului V8 din aluminiu. Acest ansamblu fin combina puterea cu silentionzitatea. Initial dezvolta 100CP si propulsa un BMW 502 la o viteza de 160 km/h. Mai tarziu, modelul 507 atingea o viteza de 220 km/h. Urmeaza BMW 1600 Ti, 2002Ti si 2002 Tii, unde al doilea I reprezinta injectia de combustibil, deci mai multa putere. Cei 130 CP ii ofera lui 2002 Tii temperament, care, in combinatie cu habitaclul elegant, il ajuta sa atinga o viteza maxima de 190 km/h. in cursele de masini, acest model ajungea la 135 CP.
Sub sloganul ‘’ Cea mai buna si mai performanta masina germana’’, BMW lanseaza in 1934, modelul 303, ieftina in exploatare si intretinere, automobil care performeaza cu motorul de 1,2 l in sase cilindrii. Acest model avea un sasiu tubular, iar gura dubla de aerisire din fata indica deja directia simbolului marcii.
Elegant, confortabil, varf de gama, perfect pana la ultimul detaliu. Cat despre tehnologie, ce sa mai vorbim…o adevarata opera de arta. Cu alte cuvinte, Seria 7. Lansat in 1977, aceasta serie este una dintre cele mai prestigioase masini de lux, cu vanzari pe masura. Din pacate, criza petroliera forteaza BMW sa-si regandeasca conceptul motoarelor. Munca incepe din 1975 cu un motor Diesel care imbina consumul mic cu performante imbatabile si functionare fina. 1983 este anul in care apare BMW 524td, prietenos cu mediul si care intra in productia de masa. Motorizarea Diesel d ebuteaza pe Seria 3 in 1985.
Lansarea lui X5 stabileste BMW ca o forta recunoscuta pe piata SUV-urilor, de importanta majora in SUA, acolo unde cumparatorii vor vehicule off-road care sa poata rula pe orice suprafata, dar care sunt agile ca un sedan clasic.
Succesul in competitii era forma principala de reclama a constructorilor de la inceputul acelor ani, iar BMW nu putea sa faca exceptie. Dupa modelul R20, primele victorii sunt inregistrate de R37, un model modificat, cu motor sport de 16CP. In acelasi an, compania dezvaluie modelul R39 cu motor de 250cmc care-I aduce succes instantaneu luiJosef Stelzer in Campionatul German. Pana in 1929, cadrul motocicletelor este facut din tuburi sudate, in mare parte ca cele de biciclete. Pentru a incetini cresterea in greutate si forta, cadrul produs de BMW intre 1929 si 1934 pentru modelele R11 si R16 sunt din placi d eotel cu rezistenta torsionala crescuta care sunt nituite si sudate. Astfel, suspensia inadecvata pentru motociclete este de domeniul trecutului.
Recordurile de putere de la BMW sunt spulberate in 1996 cu lansarea lui K1200 RS, care adauga un maxim de 30% precedentului de 100Cp. In 1997, BMW dezvaluie peimul sau cruiser, R1200 C, cu un ampatament generos de 165 cm. La asta se adauga o gama larga de optionale, echipament ideal riderilor si accesorii bogate graviteaza in jurul programului BMW cruiser. La cea de-a 75 aniversare, vanzarile anuale de moto au depasit pentru prima data 60.000 de unitati. In toamna, BMW K1200 LT, model touring de lux si R1100 S model sport conduc expozitia la cel mai mare show de motociclete INTERMOT. Inceputul de mileniu este marcat de noua generatie cu un singur cilindru, BMW F650 GS. Boxerul cu doi cilindrii este imprumutat roadsterului R1150. Totodatza. In premiera mondiala BMW prezinta sistemul de frana integral cu patru cilindrii, iar tourerul K1200LT castiga un sistem de navigatie.
Concluzii:
Quod erat demonstrandum. Ceea ce era de demonstrat, BMW a demonstrat. Dar. In ciuda succesului rasunator, compania isi va continua drumul ascendent. Pana unde? Pana cand? Pana nu va mai fi nimic de demonstrat
Cel mai mic BMW ofera destule noutati, cum ar fi disel-ul, care nu straluceste doar in reclame...
Inlocuirea vechiului model 3 de la BMW a fost realizata pas cu pas. Dupa limuzina si combi, bavarezii au lansat anul trecut coupe si cabrio. Firma din Munchen a inceput deja sa lucreze la detalii. Astfel, modelul Touring, denumirea celor de la BMW pentru versiunea combi, a primit o optiune de tractiune 4x4. Seria coupe va fi intarita in aceasta toamna cu modelul sport M3. In felul acesta paleata de motoare se va intinde de la 77 kw (150 cp) ai versiunii 316i pana la cei 252 kw (343 cp) ai lui M3.
deoarece pretul carburantului este in continua crestere, se discuta tot mai mult despre motoarele diesel. Oferta BMW cuprinde in cadrul seriei 3 doua exemplare de lux, si anume o varianta de 2 litri si 4 cilindri cu 100 kw (136 cp) si ovarianta de 3 litri in 6 cilindrii cu 135 kw (184 cp) pentru versiunea 330d la care impresioneaza mai mult cuplul de 390 Nm in fata puterii deloc neglijabile de 184 cp. Cu asemenea performante limuzina se propulseaza cu viteza ametitoare chiar si pentru anumite motoare pe benzina. 227 km/h este viteza maxima iar 7,8 secunde sunt necesare pentru a atinge 100 km/h.
Uimitor e faptul ca acest diesel dotat cu tehnica Common Rail are nevoie de un nivel de turatie relativ ridicat. Abia dupa ce a depasit un nivel de 2500 de turatii lucrurile incep sa mearga intradevar bine. Reglajul sportiv al cutiei de viteze consoneaza armonic cu celelalte reglaje. Atat de mult temperament se va regasi, desigur, la nota de plata, a consumului de carburant. Cei 8,5 litri nu pot fi insa atinsi, iar cei 7,4 litri la 100 km realizati in cadrul testului de 330d sunt vizibil sub media clasei de automobile careia ii face parte. Daca pretul optiunilor suplimentare nu ar atat de piperat, ajungandu-se lejer la un pret final de 40.000 €, acest BMW ar fi, fara indoiala, masina ideala pentru cumparatorii cu inclinatii sportive.
Dar de ce ar trebui sa fie cel mai puternic diesel o dotare suplimentara in cadrul unei serii care se bucura de reputatia de a fi destul de scump?
Totusi, pentru banii dati, clientul primeste destule in schimb de pilda, o excelenta calitate a prelucrarii sau un tren de rulare reglat extrem de echilibrat si suficient de bine pregatit pentru un ritm alert, indiferent daca este vorba de autostrada sau de o simpla sosea nationala. Si asta - in conditiile in care confortul nu va fi afectat in prea mare masura.
Mai departe bordul acestui model, poate fi considerat a fi unul dintre cele mai bine proiectate din punct de vedere ergonomic din cate exista pe piata - exceptand, bineinteles, bordurile masinilor de curse.
Fotoliile sunt excelent tapitate, volanul este super-reglabil atat in adancime, cat si in inaltime-facilitati care permit chiar si unui sofer masiv sa nu se simta ingradit, gasindu-si lesne pozitia ideala.
Din pacate, vizibilitatea in spate este destul de proasta , desi tetierele sunt destul de inguste. Acest lucru ingreuneaza, in primul rand, manevrele de parcare, manevre impiedicate in continuare de marginea prea ridicata a portbagajului, care are un volum de 405 litri. In caz de nevoie, bancheta din spate poate fi rabatata.
Daca sunteti de parere ca spatiul oferit de aceasta versiune nu este suficient, atunci ar trebui sa luati in considerare achizitionarea unei versiuni touring.
Cei 1345 litri cat masoara capacitatea portbagajului nu constituie in sine un record dar inseamna destul de mult spatiu.

TEHNOLOGIA TAIERII MATERIALELOR METALICE
1. Consideratii generale:
Taierea sau debitarea este operatia tehnologica prin care se urmareste desprinderea totala sau partiala a unei parti dintr-un material, in scopul prelucrarii acestuia. Clasificarea procedeelor de taiere este prezentata in schema urmatoare:
Taierea (debitarea) mecanica se realizeaza cu mijloace mecanice, cum ar fi: foarfece, clesti, stante, fierastraie, masini - unelte, pietre abrazive, dalti. Se aplica in special in operatiile de lacatuserie.
Taierea (debitarea) termica este folosita in cazul materialelor metalice de dimensiuni mari si se realizeaza prin topire locala, cu flacara de gaze, cu arc electric, cu jet de plasma, sau cu laser.
Taierea (debitarea) neconventionala se foloseste in cazul metalelor greu de taiat prin procedeele obisnuite. Se bazeaza pe efectul combinat termic si electrochimic.
Alegerea procedeului de debitare se face in functie de precizia impusa pieselor taiate, de duritatea materialului, de calitatea acestuia si de consumul energetic al procedeului. Se poate face cu sau fara pierderi de material. Pentru productia individualase poate adopta un procedeu cu productivitate mica, dar care sa necesite un utilaj cat mai ieftin. Pentru productia in serie sau in masa se aleg procedee foarte competitive, compensand costul mai ridicat al utilajului sau al instalatiei care , in general, este mai mare. Astfel, taierea in linie dreapta a tablelor mai groase se face cu foarfecele - ghilotina, care poate realiza pana la 25 taieturi/ minut. Pentru taierea tablelorsubtiri (pana la 3 mm) in fasia de diferite latimi, se recomanda folosirea foarfecelor cu cutite disc multiple cu o viteza periferica cuprinsa intre 5...25 m/min, deoarece asigura o productivitate mare. La taierea cu foarfecele mecanice, teoretic nu exista pierderi de metal, deci din punct de vedere al economiei de material, aceasta taiere este economica si productiva. Barele de diferite sectiuni se debiteaza in mod frecvent cu fierastraul alternativ sau circular. La fierastraul alternativ, masina si scula sunt ieftine, latimea taieturii este mica (deci pierderi mici de material), dar productivitatea este scazuta. La fierastraul circular, masina si scula sunt complicate si scumpe (panza necesita ascutirea pe o masina speciala), latimea taieturii este relativ mare (deci pierderi mari de material), dar productivitatea este mare, iar costul manoperei este scazut. In functie de aceste considerente se calculeaza costurile pentru diferitele variante posibile de taiere si se adopta procedeul de cost minim. Operatia de taiere trebuie sa asigure:
- rugozitate mica a suprafetelor separate;
- precizie mare a volumului sau a lungimii piesei;
- lipsa abaterilor de la forma geometrica a piesei;
- realizarea unor semifabricate cu lungime mai mare decat sectiunea transversala;
- pastrarea caracteristicilor materialului in zona de separare.
Dupa natura taierii, se deosebesc:
- retezarea (adica taierea capetelor barelor);
- debitarea propriu-zisa (adica taierea semifabricatului in mai multe bucati);
- despicarea (adica taierea, totala sau partiala, in lung, de la exterior spre interior);
- exciziunea (adica taierea in vederea scoaterii unei portiuni din interiorul unui semifabricat).
In general taierea este o lucrare pregatitoare pentru alte operatii de lacatuserie, de aschiere, de deformare plastica. Din acest motiv controlul semifabricatelor taiate se executa din punct de vedere dimensional. Instrumentele folosite sunt metrul, sublerul, rigla gradata, raportul si sablonul. Un alt obiectiv in control este si calitatea suprafetelor prelucrate. Pentru a stabili daca suprafetele prelucrate prezinta sau nu denivelari accentuate se utilizeaza rigla de verificare. Rebuturile care se inregistreaza la debitare pot fi cauzate de nerespectarea intocmai a dimensiunilor prescrise sau a parametrilor procedeului (viteza, temperatura, parametrii electrici). Daca taierea s-a facut dupa trasare, rebutarea se poate datora transarii gresite sau neatentiei lucratorului.
PROCEDEE NECONVENTIONALE DE TAIERE
1. Taierea metalelor in apa: In apa taierea metalelor se poate face cu flacara de gaze si oxigen sau oxielectric. Pentru taierea in apa cu flacara, gazul combustibil folosit este hidrogenul comprimat in butelii, deoarece presiunile sunt de 10...15 ori mai mari fata de cele de la taierea in aer. Acetilena poate fi utilizata la adancimi de circa 4 m, deoarece prezinta pericol de explozie. Peste aceasta adancime, fiind necesare presiuni mari de gaze combustibile, se foloseste numai flacara de preincalzire cu hidrogen - oxigen. Este necesar ca la locul de taiere sa fie format in prealabil un volum de aer pentru ca taierea sa fie executata in aer. Gazul combustibil trebuie sa fie la presiune mare si pentru a depasi presiunea aerului din jurul flacarii.
Flacara de gaz se regleaza la suprafata apei, dupa care scafandrul - taietor, cu flacara aprinsa, coboara in apa, astfel incat o mare parte a flacari este mentinuta fara sa taie efectiv.
Arzatoarele sunt de constructie speciala, cu doua racorduri pentru oxigen (unul pentru flacara si unul pentru oxigenul de taiere), un racord pentru gaz si un racord pentru aer.
Deoarece puterea dezvoltata de flacara este redusa s-au construit arzatoare speciale cu benzina pulverizata, la care nu mai este necesara formarea volumului de aer. S-au prelucrat astfel piese cu grosimi pana la 100 mm, la adancimi de pana la 30 m; consumul de oxigen este de 30...60 m3 /h, iar cel de benzina de 10...20 l /h.
2.Taierea cu jet de apa: La concurenta cu prelucrarea laser se afla prelucrarea cu jet de apa cu particule abrazive, unul dintre cele mai noi procedee de taiere. Plecand de la prelucrarea sticlei, unde singura problema care apare sunt zgarieturile de pe suprafata taiata cu jet de apa, prin injectarea de particule abrazive foarte fine s-a reusit taierea materialelor metalice.
Cea mai larga aplicatie o constituie prelucrarea unor materiale folosite in industria aeronautica, unde sunt in curs de desfasurare numeroase cercetari.
Firma Aerospatiale a realizat in acest scop un robot cu sase axe destinat prelucrarii de finisare a materialelor compozite si a unor cavitati in aliajele de titan si fibrele de carbon. De asemenea, s-au realizat canale in aliajele de titan si nichel, cu latimi variind intre 0,15...10 mm, gauri infundate si forme complexe in spatiu, cu suprafete foarte fine.
Realizarea utilajelor care sa prelucreze prin acest procedeu ridica probleme deosebite. Diferite firme recomanda realizarea diuzei de focalizare a jetului din diamant, cilindrul de focalizare din carbura de bor, iar ca material abraziv injectat in lichid se foloseste pulberea de corindon.
Proprietatile materialului abraziv sunt dictate de materialul piesei, de preciza si calitatea taieturii, de lungimea ei. In functie de materialul abraziv folosit, durata de viata a cilindrului de focalizare este de 80...100 ore, de 4...5 ori mai mare decat a celor din tungsten, dar si pretul este de circa 10 ori mai mare. In afara de carbura de bor se fac cercetari si asupra altor materiale, cum ar fi de exemplu, materialele ceramice. Problema fundamentala o constituie uzura diuzei. S-au realizat pana in prezent diuze din materiale ceramice sinterizate, din carbura de tungsten (Japonia), din safir (Franta), din bor (SUA).
Se studiaza si problema realizarii unui nou sistem de injectie care sa ofere avantajul contractului diuzei numai cu apa, coloana de particule abrazive urmand sa fie injectata in interiorul coloanei de apa.
3. Taierea cu laser: Taierea cu laser este un procedeu care, la ora actuala, cunoaste o larga dezvoltare si aplicare. Ca avantaje se pot enumera:
- taieturi foarte fine in materialele cu fragilitate marita sau cu duritate mare, taieturi in orice directie si in locuri greu accesibile;
- absenta eforturilor mecanice asupra pieselor.
Instalatia laser este un utilaj complex destinat operatiilor de taiere conturata si debitarilor de precizie. In principal se compune din urmatoarele echipamente: laser cu CO2, sistem de deplasare a semifabricatului in coordonate xy, cap de taiere deplasabil pe axa z, instalatie electrica conventionala CNC pentru deplasare pe contur.
Instalatia are multe domenii de aplicabilitate, dintre care se pot enumera:
- in industria constructiilor de masini si electrotehnica, pentru taierea conturata si debitarea tablelor cu grosimi pana la 6 mm, din oteluri de uz general ( panouri diverse, piese plane complexe in fabricatia de autovehicule, material rulant), din oteluri aliate ( scule, repere plane complexe din aeronautica) si din oteluri inoxidabile; taierea dreapta si profilata a tevilor din otel; taierea conturata si debitarea simpla a materialelor plastice, cauciuc, electroizolante;
- in industria usoara si a lemnului, pentru taierea conturata a materialelor textile, piele, materiale plastice, furnire, lemn, melaminate de grosimi pana la 20 mm.
Principalele caracteristici tehnice ale instalatiei tip CO2 - 400 sunt:
- echipamentul laser:
- putere reglabila: 100...400W;
- mediu activ - amestec CO2, He, N2;
- gaze auxiliare de lucru: O2 sau N2;
- sistemul de deplasare a pieselor in coordonate:
- cursa maxima pe xy: 800...1000 mm;
- viteza tehnologica de deplasare: 0,1...8 m/min;
- precizia de conturare: 0,1 mm/m
- sistemul CNC:
- deplasarea pe axele xy cu viteza programabila;
- programare pe consola, in cote relative sau pe banda perforata;
- multiplicare - demultiplicare, retur pe contur, lucrul in oglinda;
- afisarea pe display alfanumeric: cote prescrise, cote parcurse, regimuri si situatii de lucru.
- instalatia electrica de comanda si control:
- puterea instalata (totala): 15 kVA; 380 V; 50 Hz.
Prelucrarea cu laser se caracterizeaza prin:
- productivitatea marita fata de procedeul de taiere oxiacetilenica sau cel de taiere mecanica, de 10...20 ori, in special datorita vitezelor mari de taiere;
- pierderi minime de material datorate interstitiului mic de taiere (0,2...0,5 mm) si croire economica asistata de calculator;
- precizie de taiere conturata si zona de influenta termica redusa;
- elasticitatea mare de prelucrare a profilelor plane si a materialelor (gama larga de materiale prelucrabile).
Tinand seama de aceste avantaje si de elementele specifice ale instalatiei, se urmareste extinderea domeniilor de aplicare pentru realizarea de repere plane complexe, in special pentru productie de serii mici si mijlocii si pentru prelucrarea materialelor cu calitati speciale (aliaje dure si extradure, materiale compozite, amorfe, stratificate).
4. PLASMA: (4.1 Taierea cu jet de plasma;
4.2 Prelucrarea prin eroziune cu plasma
4.3 Sudarea cu plasma).
4.1 Taierea cu jet de plasma: La taierea cu jet de plasma, datorita concentratiei mari de energie intr-un spatiu restrans, se pot atinge temperaturi foarte inalte sub un puternic efect de suflu. Materialul piesei este incalzit pana la topirea unui strat, dupa care se sufla din taietura cu jetul de plasma. La grosimi ale pieselor mai mari de 10 mm, jetul de plasma este inlocuit de un arc de plasma (caldura degajata in sectiunea taieturii este mai mare).
Jetul de plasma este utilizat din ce in ce mai mult la taierea otelurilor bogat aliate, a metalelor neferoase si chiar a materialelor nemetalice. Se pot utiliza drept gaze plasmogene: argon, azot, hidrogen, heliu. Folosindu-se generatoare de plasma cu puteri instalate de pana la 150 kW se pot taia materiale care, in cazul otelurilor, ajung pana la 120 mm grosime, iar pentru aluminiu pana la 125 mm.
1. electrod de wolfram; 2. duza; 3. amestecul de gaze; 4. sistem de racire cu apa; 5. jet de plasma; 6. materialul de taiat; 7. calculator electronic.
Aceasta figura prezinta o Instalatie de taiere cu jet de plasma a materialelor compozite
Jetul de plasma 5 actioneaza asupra materialului de taiat 6, pozitionarea si deplasarile sx, sy, sz si rotirea wz, necesare decuparii conturului dorit putand fi realizate manual, sau automat cu ajutorul calculatorului 7.
Principalii parametri ai instalatiei de taiere cu plasma sunt: viteza de taiere, intensitatea si tensiunea curentului electric in arcul de plasma, natura si debitul gazului plasmogen.
Stabilirea valorilor acestor parametri se face in functie de natura materialului prelucrat, grosimea semifabricatului, calitatea impusa suprafetei, productivitatea impusa, precizia dimensionala si forma geometrica cerute.
Grosimea semifabricatului debitat cu jet de plasma poate fi de pana la 60...80 mm si chiar mai mult. De retinut insa ca, o data cu cresterea grosimii semifabricatului debitat, cresterea densitatii de curent nu mai conduce la o crestere proportionala a vitezei de taiere. Aceasta se datoreaza faptului ca o mare parte a energiei termice este consumata la extinderea zonei influentata termic care, pentru un rost de taiere b = 1,5 mm, poate capata o extindere de 0,24 mm.
Plasmatroanele care folosesc gaze plasmogene biatomice (N2, H 2, O 2) asigura taierea de calitate a semifabricatelor din materiale metalice (cu precadere a otelurilor inalt aliate, refractare si inoxidabile, aliajelor de aluminiu, cupru, titan) si compozite cu matrice metalica sau din mase plastice ( termoplastice, termorigide, elastomere).
Printre defectele specifice taierii cu jet de plasma se mentioneaza: rotunjirea muchiilor datorita taierii cu o putere prea mica a generatorului de plasma; rugozitatea mai mare pe una dintre suprafetele rezultate prin taiere, ca urmare a efectului turbionar al jetului de plasma; aparitia de bavuri pe partea opusa a zonei taiate si improscari de material, sub forma de stropi, ca urmare a taierii cu viteze prea mari; formarea unor zone influentate termic in care, sub actiunea tensiunilor termice si remanente pot aparea fisuri, crapaturi.
Pentru prelucrarea pieselor din otel carbon cu grosimi de pana la 75 mm se pot utiliza, in locul gazului inert, aer sau oxigen. Calitatea taieturii cu jet de plasma este cel putin tot atat de buna ca si cea realizata prin taierea oxiflacara, insa cu o zona influentata termic mai mica, de cel mult 1,5 mm. Precizia taieturii este de 1,5 mm.
4.2 Prelucrarea prin eroziune cu plasma: Plasma este un gaz sau un amestec de gaze puternic ionizat (compus din molecule, atomi, ioni si electroni) si cvasineutru din punct de vedere electric. Se caracterizeaza prin: conductivitate electrica mare, capacitate de interactionare cu campurile electrice si magnetice, permanenta sursa de radiatii electromagnetice cu spectru larg (infrarosu, vizibil, ultraviolet). Natura mediului gazos, gradul de ionizare si de recombinare determina temperatura plasmei, care variaza in limite foarte largi. Deosebim astfel plasma de temperatura scazuta, de aproximativ 103 0K si plasma nucleara, pana la 108 0K, definita de unii autori ca fiind a patra stare de agregare a substantelor, cu implicatii directe in descoperirea a noi surse de energie.
In domeniul constructiilor de masini se foloseste plasma de 6000...300000K, obtinuta in urma unor descarcari electrice in mediu gazos prin arc, prin scantei sau latente. Plasma se obtine in generatoare de plasma, numite si plasmatroane, in care coloana arcului electric este obligata, sub actiunea unui jet de gaz, sa treaca printr-un spatiu limitat de orificiu unei duze.
1 - electrod de wolfram; 2 - jet de gaz; 3 - ajutaj de cupru; 4 - jet de plasma; 5 - piesa supusa prelucrarii; 6 - sursa de curent continuu.
Schema de principiu a unui generator de plasma: Arcul electric se formeaza intre un electrod de wolfram 1 si piesa supusa prelucrarii 5. Arcul provoaca ionizarea gazului si va fi suflat in afara sub forma unui jet de plasma 4 pe suprafata piesei unde va produce erodarea acesteia, rezulta^nd piesa prelucrata. Plasmatronul este un ajutaj de cupru 3 racit fortat cu apa.
Generatoarele de plasma pot functiona, dupa modul in care se realizeaza descarcarea, in doua variante:
- cu arc cu plasma ( arcul arde intre electrodul - catod si piesa anod trecand prin duza) - generator tip Plasmarc;
- cu jet de plasma (arcul arde intre electrodul - catod si duza - anod, plasma fiind suflata de catre presiunea gazului sub forma de jet) - generator tip Plasma - Plating.
Sistemul de alimentare cu gaz plasmogen consta din butelii de presiune inalta in care se afla inchis gazul de lucru; argon, hidrogen azot, heliu, kripton sau amestecuri ale acestora.
Sursa de alimentare cu energie electrica are, in functie de generatorul utilizat, puteri de pana la 105 W si tensiunea necesara arcului de plasma de 200 - 250 V.
Prelucrarea dimensionala se obtine in urma operatiei de taiere, cilindrare exterioara, filetare, metalizare. Se pot prelucra cu plasma otelurile inoxidabile, otelurile manganoase, aliajele de titan, cuprul, magneziul, aluminiul si aliajele lor, fonta si deseurile toxice ale industriei chimice (prin transformare in produse marfa).
4.3 Sudarea cu Plasma:
Procedee moderne de sudare: Procedeele moderne de sudare se caracterizeaza printr-un consum minim de energie si lipsa metalului de adaos. Prin aceste procedee s-a largit gama materialelor sudabile, fiind destinate mai ales noilor aliaje si superaliaje si s-au adus imbunatatiri substantiale procedeelor clasice. Astfel, procedeul de calire superficiala prin curenti de inalta frecventa a fost extins si la sudare, sudarea prin presare cu rezistenta electrica a fost imbunatatita, s-a trecut prin marirea laserilor la topirea si la sudarea cu laser, cu ultrasunete, cu plasma, cu difuzie in stare solida. In continuare va fi prezentata, pe scurt, numai una din aceste procedee: sudarea cu plasma:
Plasma - ultima descoperire din domeniul starilor de agregare ale materiei - formeaza cea mai mare parte a universului. In plasma gazele incalzite la temperaturi foarte inalte se transforma. Ea este compusa din particule cu sarcini pozitive si negative, avand o sarcina totala nula. Plasma poate fi: plasma rece (104...1050C), plasma calda (temperatura ajunge la milioane 0C).
Deoarece poseda o densitate mare de energie si temperaturi inalte, plasma poate fi folosita la prelucrarea aliajelor metalice greu prelucrabile sau imposibil de prelucrat prin alte procedee.
Diferentele dintre plasma si arcul electric sunt urmatoarele:
- arcul electric de sudura are ca mediu ionizat arcul la parametri atmosferici, iar plasma se dezvolta intr-un gaz introdus in spatiul arcului;
- arcul electric nu sufera nici un fel de constrangeri, in timp ce plasma este puternic strangulata mecanic (din cauza contractului dintre jetul fierbinte de gaz si diuza ajutajului racita intens) si electromagnetic ( datorita atractiei curentilor paraleli);
- aerul ionizat din arcul electric de sudura impreuna cu gazele dezvoltate au o presiune practic egala cu presiunea atmosferica, pe cand la plasma gazele se introduc sub presiune, ceea ce determina o curgere cu viteze mari a plasmei ionizate;
- la arcul electric de sudura coloana arcului are o forma tronconica, pe cand la plasma este cilindrica; - temperatura arcului electric este considerabil mai mica decat cea a plasmei. Arderea stabila a plasmei este legata si de materialul din care este confectionat catodul generatorului. Folosirea electrozilor din wolfram aliat, pe langa intensificarea emisiei termoelectronice si imbunatatirea stabilitatii arcului cu plasma, are consecinte si asupra altor fenomene. Uzura catodului generatorului de plasma depinde de gazul plasmogen folosit, de factorii care determina temperatura catodului, de regimul de lucru si evident, de materialul folosit la confectionarea sa. Exista o limita pentru debitul de gaz plasmogen, limita peste care baia metalica este indepartata. Prin reducerea debitului apare insa arcul electric secundar, iar pata catodica de pe varful electrodului se deplaseaza pe suprafata sa cilindrica. Arcul secundar produce deteriorarea ajutajului. S-a constat ca, pentru a nu se indeparta baia de metal topit, este necesar un debit de aproximativ 600 l/h si un curent de sudare in limitele 80...140 A. In cazul unui debit constant, pentru marirea curentului s-a folosit drept gaz de focalizare hidrogenul.
In afara operatiilor de sudare si taiere, instalatiile in jet de plasma pot fi utilizate si pentru incarcarea prin sudare cu plasma. Aceasta consta, in principiu, in realizarea unei depuneri din metale sau aliaje cu performante superioare metalului de baza. Stratul depus este legat metalurgic cu metalul de baza. In acest scop, arcul de plasma topeste concomitent atat materialul de adaos cat si metalul de baza.
cateva detalii generale despre strunjire
STRUNJIREA
1.Definitie.
Strunjirea reprezinta procedeul de prelucrare prin aschiere,cu cea mai frecventa utilizare, fiind metoda de baza pt obtinerea corpurilor de revolutie.In constructia de masini piesele care contin suprafete de revolutie au o pondere insemnata, cele mai caracteristice fiind arborii si bucsele, fapt care justifica raspandirea pe care o au in prezent prelucrarile prin strunjire.
2.Principiu de lucru
Strunjirea se realizeaza prin combinarea miscarii principale de rotatie executata de obicei de piesa, cu miscarea de avans a cutitului.Avansul este in general rectliniu in direactie longitudinala, transversala sau dupa o directie inclinata fata de axa miscarii principale.
Prin operatii de strunjire se pot prelucra suprafete cilindrice si conice(exterioare si interioare), frontale, filete,etc, ca urmare a combinarii miscarii principale a semifabricatului cu miscarile de avans longitudinal sau transversal al cutitului.Utilizarea de dipozitive speciale permite si strunjirea altor forme de suprafete de revolutie.Astfel, este posibila prelucrarea suprafetelor sferice, daca miscarea de avans a sculei se realizeaza pe o traiectorie circluara, sau a suprafetelor profilate prin deplasarea simultana a cutitului pe directie longitudinala si transversala, rezultand o traiectorie corespunzatoare profilului piesei.
De asemenea, pe strung se mai pot prelucra si corpuri care nu sunt de rotatie daca, se imprima sculei cu ajutorul unor dipozitive speciale, pe langa miscare de avans longitudinal si o miscare radiala efectuata dupa o anumita lege, obtinandu-se astfel piese cu sectiune ovala, patrata sau de alta forma.Prin strunjire se poate executa de asemenea detalonarea unor scule aschietoare.
Pe langa aceasta, procedeul de prelucrare prin strunjire este concretizat printr-o mare productivitate ceea ce a facut ca procedeul sa capete o larga raspandire.In plus, precizia de prelucrare este sufdicient de ridicata, asfel incat pentru multe situatii, strunjirea poate constitui operatia finala de prelucrare.
3.Sisteme tehnologice folosite
Masinile-unelte pe care se pot realize aceste prelucrari sunt:strungurile, constrite intr-o mare varietate de tipo-dimensiuni si anume:
· Strunguri normale, caracterizate prin pozitia orizontala a axului principal si prin universalitatea prelucrarilor care se pot executa pe ele;
· Strunguri frontale, destinate prelucrarii pieselor cu dimensiuni mari(1000-4000 mm) si lungimi mici(ca de ex: volanti, roti de curea etc)
· Strnguri carusel,caracterizate prin pozitia verticala a arborelui principal si destinate de asemenea prelucrarii pieselor cu diametre mari si lungimi mici
· Strunguri revolver, dotate cu un cap revolver avand 6-8 pozitii pentru prinderea unui nr egal de port-scule necesare prelucrarii pieselor dintr-o singura prindere;ele sunt destinate prelucrarii pieselor din bara, precum si semifabricatelor turnate sau forjate de dimensiuni mici;
· Strunguri cu mai mute cutite,destinate prelucrarii pieselor in productia de serie si caracterizate de posibilitatea prelucrarii simultane a mai multor suprafete;
· Strunguri automate(monoaxe sau multiaxe) la care dupa reglare, prelucrarea pieselor se face complet fara interventia muncitorului;
· Strunguri semiautomate, la care prelucrarea se reaizeaza automatizat, cu exceptia prinderii semifabricatului si desprinderii pieselor prelucrate, care sunt facute de muncitori;
· Strunguri specializate, din grupa carora fac parte: strungurile de detalonare, strungurile pt prelucrarea arborilor cotiti, pentru prelucrarea arborilor cu came, pentru decojirea barelor, etc
· Strunguri cu comanda numerica, prevazute cu un echipament CNC, la care prelucrarea se excuta dupa un program realizat manual sau automate
Operatia de strunjire se desfasoara, ca rabotarea si mortezarea, cu scule cu o singura muchie aschietoare principala, procesul de aschiere desfasurandu-se continuu.
Cerinta comuna tuturor suprafetelor este existenta unei axe de rotatie si posibilitatea prinderii pe masina unealta.
Metode prin caer se pot obtine suparfete sunt :
· Directoarea obtinuta pe cale cinematica ca traiectorie a unui punct ;
· Generatoarea materializata prin taisul aschietor;
· Generatoarea obtinuta pe cael cinematica;
· Ca traiectorie a unui punct;
· Prin rulare ;
· Prin programare;
Ca infasuratoare a pozitiei unei curbe
4. Posibilitatea de prelucrare
Elementele regimului de aschiere la strunjire sunt:
· Adancimea de aschiere “t”;
· Avansul “s”
· Viteza de aschiere “v”
In majoritatea cazurilor atat la strunjirile de degrosare cat si la finisare ,adaosul de prelucrare se indeparteaza intr-o singura trecere deoarece in constructia de masini actualmente se lucreaza cu adaosuri relative mici.
Pentru adaosuri de prelucrare simetrice adancimea de aschiere la strunjire se determina cu relatia:
T= 2Ac/2 [mm]
unde :
2Ac – adaosul de prelucrare pe diametrul pt. prelucrarea respective
In cazul prelucrarii prin strunjire valoarea avansului depinde de:
· Rezistenta cutitului strungului;
· Prin rezistenta placutelor din carburi metalice;
· Eforturi admise de mecanismele de avans ale strungului;
· Rigiditatea piesei de prelucrat ale strungului si ale dispozitivelor;
· Precizia prescrisa piesei;
· Calitatea prescrisa suprafetei prelucrate;
Rigiditatea sistemului tehnologic influenteaza alegerea avansului atat in cazul strunjirii de degrosare cat si cea de finisare.Alegerea avansului se face in functie de :materialul si dimensiunea piesei, materialul partii aschietoare a sculei si marimea adancimii de aschiere.
Avansul ales va trebui verificat in functie de factori enumerate mai sus.
In cadrul verificarii d.p.v al rezistentei corpului cutitului, se neglijeaza actiunea componentelor Fx, Fy, si se ia in calcul numai solicitarea data de forta principala de aschiere Fz.
Considerand solictarea corpului cutitului ca in fig de mai jos, din condiatia de rezitenta la incovoiere se obtine, pt cutite cu sectiune dreptunghiulara, forta F, admisibila : Fz=(b*h2 σai) /6*l
σai –efortul unitary admisibil la incovoiere al materialului din care este confectionat corpul cutitului
Componenta principala a fortei de aschiere se determina cu relatia:
Fz=C4*tx1*Sy1*HBn1 - in care C4,x1,y1,n1 sunt coeficienti care tin cont de natura materialului prelucrat si a mterialului sculei; t,s-avansul adnacimii de aschiere; HB- duritatea materialului de prelucrat
Egaland expresiile fortelor principale de aschiere se obtine avnsul adimisibil.
· La cutite cu corp de sectiune dreptunghiulara
La strunjirea cu cutite avand taisul din carburi metalice este necesara verificarea avansului din punct de vedere al rezisentei placutei din aliaj dur .
In cazul stunjirii otelurilor necalite ,cutite avand unghiul de atac principal de 45 de grade , aceasta verificare se face cu relatiile :
In care : G este grosimea placutei din carburi meralice mm
σ r – rezistenta la rupere la tractiune a materialului de prelucrat , in daN /mm*mm
t – adancimea de aschiere in mm.
Verificarea avansului din punct de vederea al fortei admise de rezistenta a mecanismului de avans se face comparand aceasta forta , trecuta de obicei in cartea masinii unelte , cu componenta axiala a fortei de aschiere , calculata in baza avansului adoptat ( aceasta din urma trebuind sa fie mai mica). In cazul in care marimea fortei admise de mecanismul fortei de avans nu este trecuta in cartea masinii ,ea se determina din conditia de rezistenta la incovoiere a dintelui pinionului care primeste miscarea de avans( daca caruciorul primeste miscarea de avans prin cuplul cinematic pinion-cremaliera ) sau din calculul surubului conducator la torsiune si tractiune a piulitei la presiune specifica ( daca carucioru primeste miscarea de la cuplul cinematic surub conducator- piulita)
Verificarea avansului din punct de vedere al rigiditatii piesei se face numai pentru piese lungi ( L/D >7) . In calcule se tine seama de sageata la incovoiere a piesei sub actiunea componentei radiale Fz si a celei tangentiale Fz a fortei de aschiere.
Avansul ales trebuie sa respecte urmatoarele conditii:
- sageata de incovoiere a piesei in directia componentei radiale a fortei de aschiere nu trebuie sa depaseasca 0,25 din campul de toleranta pt prelucrarea piesei la strunjirea de finisare
- sageata de incovoiere a piesei in directia rezultantei componentelor Fz si Fy trebuie sa fie in functie de stabilitatea la vibratii a sistemului tehnlogic, si de conditiile de prelucrare a piesei, in limitele 0,2-0,4 mm in cazul strunjirii de degrosare si de finisare.
In cazul utilizarii unor sectiuni mari de aschiere se verifica avansul ales si d.p.v al momentului de torsiune admis de mecanismul miscarii principale a masinii-unelte care trebuie sa fie ma mare decat momentul de torsiune produs de componenta principala a fortei de aschiere,stabilita pe baza avansului adoptat.
La strunjire , ca si alte procedee de prelucrare prin aschiere,suprafata obtinuta nu este niciodata perfect neteda ,ci prezinta o serie de neregularitati , uneori vizibila cu ochiul liber , alteori nu mai cu lupa sau cu microscopul.
1)Neregularitatile care iau nastere ca urmare ale varfului taisului sculei in timp si din cauza miscarii de avans .Acestea se produc in general la distante constante egale cu avansul de generare si determina forma de baza a micro geometriei suprafetei preluate in sectiuni paralele cu miscarea de avans ;
2)Asperitatile cauzate de fenomene care insotesc procesul formarii si depunerii aschiei, astfel incat se formeaza microgeometria suprafetei in sectiuni paralele cu directia iscarii de aschiere;repartitia lor pe suprafata prelucrata este, in general,neregulata ,dar unele apar si cu o anumita periodicitate.
Neregularitatile din grupa a 2 se prezinta sub urmatoarele forme:
- sub forma de ondulatii ale suprafetei prelucrate in raport cu forma geometrica nominala, cauzata de oscilatiile taisului in jurul pozitiei sale de reglare, fie in urma unor vibratii ale sisemului tehnologic in momentul cand taisul intalneste puncte sau mici zone mai dure din material.
- Sub forma de crater sau porozitati dispuse regulat, ramase in urma smulgerii de mici particule dure din suprafata aschiata,atunci cand legatura lor cu materialul de baza permite acesta(ex:smulgerea particulelor de grafit nodular la prelucrarea fontelor);
- Sub forma de fisuri neregulate vizibile cu ochiul liber, care sunt urme ale fisurii initiale de a radacina aschiei la desprinderea ei prin rupere ;ele se produc mai ales la prelucrarea materialelor fragile sau la aschierea cu unghiuri de degajare negative;
- Sub forma de particule nergulate de materiale, foarte dure, ca niste solzi luciosi lipiti prin strivire pe suprafata prelucrata,care nu sunt altceva decat sfaramaturi ae taisurilor de depunere antrenate de suprafata de aschiere si laminate intre aceasta si fata de asezare a sculei.
In figura de mai jos sunt prezentate cateva pozitii necesare A0,A1,…ale varfului cutitului in miscarea sa de avans, la strunjirea longitudinala si nergularitatile din prima grupa, sub forma zimtilor tringhiulari A0C0A1,A1C1A2,…etc, de inaltime h=C1D1.Din figura se vede ca avansul s a o rotatie se poate scrie conform relatiei:
Cutitul lat din figura 9.14, se utlizeaza numai la treceri de finisare cu adoasuri de prelucrare foarte mici in timp ce cutitul din fig 9.14, b, poate executa si treceri de degrosare.Pentru ca la finisare sa se realizeze o netezire perfecta, fara urme urme de scula,este necesar ca lungimea b a taisului secundar sa fie mai mare decat avansul cu care se lucreaza(b>s+0.5 mm).Dar, si lungimea mare a taisului secundar provoaca o crestere apreciabila a componentei radiale a fortei de aschiere si in functie de rigiditatea sistemului tehnologic, poate duce la aparitia vibratiilor.
In tabelul 9.3 se prezinta ordinul de toleranta pentru o serie din abaterile posibile,iar in tabelul 9.4 sunt prezentate rugozitatile posibile pentru strunjire:
Exemplu de optimizare a regimurilor de aschiere la strunjire prin programare matematica
Uzura si durabilitatea sculelor aschietoare
In timpul utilizarii sculelor aschietoare configuratia acestora se modifica,datorita solicitarilor la care sunt supuse de fortele de aschiere.in condiitile unui camp de temperatura ridicate.Aceste modificari au drept consecinte pierderea partiala sau totala a capacitatii de aschiere a sculei si deci iesirea lor din functiune.Cauzele scoaterii din functiune a sculelor aschietoare sunt fie uzarea taisurilor aschietoare fie deterioarari sau distrugeri accidentale ale partii active.
Formele si efectele uzurii sculelor
Indiferent de tipul si destinatia lor sculele utilizate in limitele regimurilor de aschiere normale se uzeaza numai pe fata de asezare sau simultan pe fata de asezare si de degajare
Uzura pe fata de asezare se manifesta sub forma unei tesiri de inaltime.in general in luingul muchiei active a taisului aceasta inaltime este variabila, avand valoarea cea mai mare in locul de intersectie a muchiei principale cu cea secundara.
Uzura pe fata de degajare apare sub actiunea abraziva a aschilor de curgere si se manifesta sub forma unei scobituri, fiind plasata aproximativ parallel cu muchia principala de aschhiere,lungimea acestei scobituri este egala cu lungimea active a taisului.In functie de viteza de aschiere cu care se lucreaza poate exista o distanta intre muchia taisului si scobitura formata de forta de degajare .
Forma sub care se manifesta uzura unei scule este influentata de natura materialului prelucrat, de marimea avansului, si a vitezei de aschiere, astfel la prelucrarea materialelor casante apare numai uzura pe fata de asezare deoarece aschiile fragmentate erodeaza fata de degajare.
La aschierea materiaelor tenace sunt posibile ambele forme de uzura.
Gradul de uzura al unei scule poate fi exprimata prin parametrii liniari sau de masa.
Variatia uzurii in timp poate fi reprezentata prin asa numita curba caracteristica de uzura care se obtine prin masurarea parametrilor uzurii la diferite intervale de timp.
Subscribe to:
Posts (Atom)